Hello Ningbo Huiho Cosmetics Packaging Co., Ltd. - China Mascara Tubes Packaging Manufacturers

An Empty Aluminum Mascara Tubes works through a sealed cylindrical aluminum shell that houses a wand applicator and a rubber or silicone wiper seal at the opening. When the wand is pulled out, the wiper removes excess product and coats the bristles evenly; when pushed back in, the seal keeps the remaining formula airtight and prevents drying or contamination. The aluminum body provides structural rigidity, corrosion resistance, and an inert barrier that does not react with the cosmetic formula inside.
Unlike plastic mascara tubes, aluminum constructions offer superior oxygen and moisture barrier performance, longer shelf stability for the product inside, and a premium tactile experience that is increasingly demanded by prestige and sustainable beauty brands. Understanding the mechanical and material engineering behind these components helps brands, formulators, and packaging buyers make informed sourcing decisions.
Content
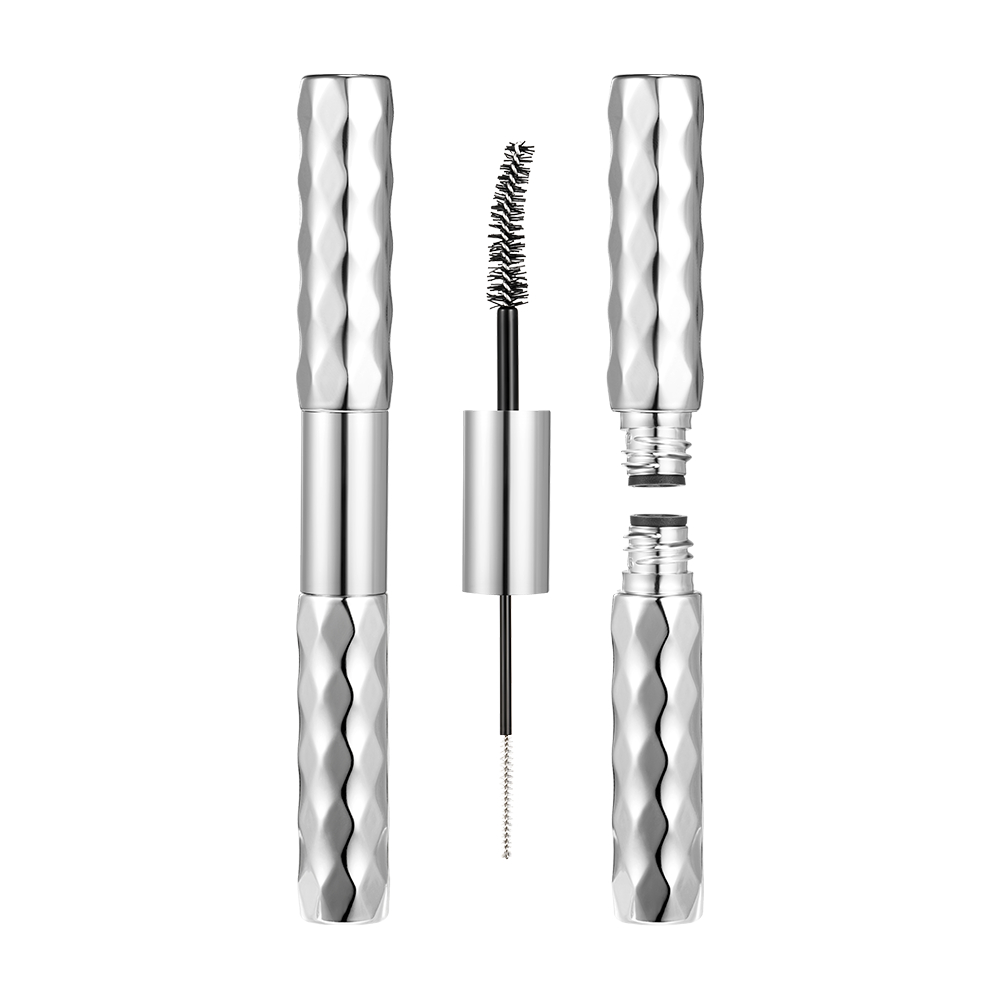
Every aluminum mascara tube consists of several precisely engineered components working together to store, protect, and dispense the formula reliably across hundreds of application cycles.
The outer barrel is the primary structural and barrier component. It is typically produced from 1000-series or 3000-series aluminum alloy through an impact extrusion or drawn-and-ironed (DI) process, which produces a seamless, thin-walled cylinder with consistent wall thickness -- commonly between 0.3 mm and 0.6 mm. The seamless construction eliminates potential leak points and gives the tube its characteristic smooth exterior surface. Inside, the barrel is often coated with a food-grade epoxy or BPA-free lacquer lining to prevent any interaction between the aluminum surface and the mascara formula, particularly for formulas with high water activity or acidic pH.
The wiper insert sits at the neck of the tube and is the functional heart of the dispensing system. It is typically molded from thermoplastic elastomer (TPE), silicone, or nitrile rubber, with an aperture diameter engineered to match the wand stem precisely. As the wand is withdrawn, the wiper aperture scrapes the stem circumferentially, removing excess product back into the tube and simultaneously loading the bristles or paddle tip with a controlled quantity of formula. Wiper geometry -- aperture diameter, wiper lip angle, and lip thickness -- directly controls the amount of product deposited on the applicator per stroke. A tighter aperture produces a lighter application; a wider or softer aperture loads more product.
The cap screws or snaps onto the tube neck to seal the wiper opening when the tube is not in use. In aluminum mascara tubes, the cap is often also aluminum (matching the barrel aesthetically) or a compatible plastic with an aluminum-effect finish. The closure must create sufficient compression on the wiper seal to prevent air ingress, which would accelerate formula drying and viscosity change. Thread pitch and cap torque values are specified during design to ensure consistent sealing performance across the product's expected shelf life -- typically 6 to 24 months after opening (PAO), as marked on cosmetic packaging per EU Cosmetics Regulation 1223/2009.
The wand is a rigid rod -- usually nylon, polypropylene, or occasionally aluminum -- with a brush, comb, or paddle applicator at one end and a cap attachment at the other. The wand length is calibrated to the tube's internal depth so that the applicator reaches the bottom of the formula reservoir when fully inserted, ensuring the formula can be accessed until the tube is nearly empty. Brush tip geometry varies widely: conical, cylindrical, curved, and hourglass profiles each produce different lash-coating patterns, from volumizing to lengthening effects.

The choice of aluminum as the primary material for premium mascara tubes is not purely aesthetic. The material properties of aluminum provide functional advantages at every stage of the product lifecycle.
Aluminum has a zero oxygen transmission rate (OTR) and zero water vapor transmission rate (WVTR) when used in a seamless, unperforated form -- meaning no oxygen or moisture passes through the barrel walls at all, regardless of ambient conditions. This is in stark contrast to standard PET or PP plastic, which have measurable OTR and WVTR values. For mascara formulas -- which typically contain water, film-forming polymers, and pigments that are sensitive to oxidation and evaporation -- this total barrier capability directly extends the useful life of the product and maintains formula viscosity and color consistency from first use to last.
Aluminum itself is highly reactive, but it naturally forms a thin, stable aluminum oxide (Al2O3) layer on its surface that is chemically inert to most cosmetic ingredients. When combined with an interior lacquer lining, the aluminum barrel is compatible with water-based, wax-based, oil-based, and solvent-based mascara formulas. This broad compatibility is particularly valuable for brands formulating with active pigments, sensitive botanical extracts, or high-concentration preservative systems that may interact with some plastic packaging materials.
Aluminum conducts heat approximately 1,000 times more efficiently than glass-filled polypropylene and significantly faster than most packaging plastics. In practical terms, this means an aluminum mascara tube quickly reaches ambient temperature after being handled, rather than retaining heat from the hand that could soften or alter the formula inside. For wax-based mascaras in particular, temperature stability is important for maintaining consistent formula texture and wiper loading behavior across different environmental conditions.
The combination of aluminum's high strength-to-weight ratio and the seamless extrusion manufacturing process allows tube walls to be made thin -- as thin as 0.3 mm -- while still delivering a rigid, dent-resistant container that communicates quality to the consumer. The tube does not flex or deform under hand pressure, which maintains the integrity of the wiper seal and prevents unintended formula displacement.
The wiper insert is the most mechanically active component of a mascara tube, and its design has a greater influence on the end user's application experience than any other single element. Understanding wiper mechanics is essential for brands specifying custom packaging.
The wiper aperture diameter is typically 0.5 mm to 1.5 mm smaller than the outer diameter of the wand stem. This interference fit creates the wiping action. A smaller interference (tighter wiper) removes more product from the wand on each withdrawal stroke, producing a lighter, more precise application suitable for defining mascaras. A larger interference (looser wiper) allows more product to pass, producing heavier loading appropriate for volumizing formulas. Wiper aperture is one of the first parameters specified when developing a new mascara product because it directly affects the formula-to-applicator ratio at the point of use.
The wiper material must be chemically compatible with the formula and dimensionally stable across the expected temperature range (-10 degrees C to +50 degrees C for most cosmetic shelf-life and transport testing protocols, per ISO 11607 and ASTM D4169 guidelines). Silicone wipers offer the broadest chemical compatibility and remain flexible at low temperatures, making them preferred for export products shipping through varied climate zones. TPE wipers are more cost-effective and suitable for standard formulas. Nitrile rubber wipers are specified for solvent-containing formulas where silicone compatibility is uncertain.
The lip angle of the wiper -- the angle at which the wiper edge contacts the wand stem -- affects both wiping efficiency and the force required to withdraw the wand. A steeper lip angle produces a sharper wipe and requires more pull force; a shallower angle is gentler and easier to open, which is relevant for products targeting older consumers or markets where ease of use is a key design criterion. Dual-lip wiper designs, which feature a primary wiping lip and a secondary sealing lip, provide an additional barrier against air ingress and formula drying at the tube neck.
The production of aluminum mascara tubes combines metallurgical processing, precision tooling, and surface finishing in a tightly controlled sequence. Understanding the manufacturing steps clarifies why quality standards and supplier selection matter significantly for this component category.
One of the primary reasons brands choose aluminum mascara tubes over standard plastic is the breadth of customization available -- from material grade and tube dimensions to surface finish and decoration. The table below summarizes the main customization parameters.
| Parameter | Options Available | Impact on Performance or Aesthetics |
| Tube diameter | 10 mm to 30 mm (custom) | Determines formula volume and wand length |
| Tube length | 80 mm to 150 mm (custom) | Affects ergonomics and shelf presence |
| Wall thickness | 0.3 mm to 0.6 mm | Balances weight, rigidity, and material cost |
| Interior lining | Epoxy lacquer, BPA-free lacquer, bare (for dry formulas) | Formula compatibility and regulatory compliance |
| Exterior finish | Anodizing, powder coat, UV print, hot stamp, silk screen | Brand identity, durability, luxury positioning |
| Wiper material | TPE, silicone, nitrile rubber | Chemical compatibility, temperature range, wipe force |
| Wiper aperture | Custom to wand diameter | Product loading per application stroke |
| Cap material | Aluminum, ABS with aluminum finish, zinc alloy | Weight, finish matching, cost |
| Wand tip geometry | Conical, cylindrical, curved, hourglass, paddle | Application effect (volumizing, lengthening, defining) |
Sustainability has become a primary purchasing driver in cosmetic packaging, and aluminum is one of the most environmentally favorable materials available for this application. The sustainability case for aluminum mascara tubes rests on several well-documented material properties.
Aluminum can be recycled indefinitely without any loss of material properties -- unlike most plastics, which degrade in quality with each recycling cycle and are ultimately downcycled into lower-value applications. According to the International Aluminium Institute (IAI), approximately 75% of all aluminum ever produced is still in use today, a testament to its recyclability and value retention. An aluminum mascara tube that is properly separated and recycled after use re-enters the aluminum supply chain as full-quality feedstock for new products.
Recycling aluminum requires only 5% of the energy needed to produce primary aluminum from bauxite ore (source: European Aluminium Association). For brands building life cycle assessment (LCA) data for their packaging, substituting virgin aluminum with recycled-content aluminum dramatically reduces the embodied carbon of the packaging component. Several leading aluminum tube suppliers now offer documented recycled-content (PCR -- post-consumer recycled) aluminum as a standard option for prestige cosmetic packaging.
The total barrier performance of aluminum (zero OTR, zero WVTR) extends the usable life of the mascara formula, reducing the frequency with which consumers discard partially used products due to drying or formula degradation. From a whole-system sustainability perspective, extending product life reduces the total resource consumption associated with the mascara -- formula ingredients, packaging, and transport -- per unit of use delivered to the consumer.
The structural durability of aluminum makes mascara tubes viable candidates for refillable packaging programs, where the outer tube is retained and only the inner formula cartridge is replaced. This model, which is gaining traction in prestige and clean beauty markets, reduces packaging material consumption by up to 60 to 80% per refill compared to full tube replacement. Aluminum's resistance to denting, corrosion, and mechanical fatigue makes it better suited to the repeated handling cycles of a refillable format than most plastics.
Before empty aluminum mascara tubes are approved for production use by a cosmetic brand, they undergo a systematic qualification process covering dimensional accuracy, functional performance, material safety, and decoration durability. The following are the most commonly applied test categories.
Tube inner diameter, neck diameter, thread profile, and wiper seat dimensions are measured against engineering drawings using coordinate measuring machines (CMM) or calibrated gauges. Thread engagement torque -- both the force required to open and close the cap -- is tested to confirm it falls within the range that is neither too stiff for the consumer nor so loose that the cap could open in a bag. Typical torque specification ranges are 0.3 to 0.8 N*m for mascara closures, though this varies by product design.
Filled tubes are subjected to inversion, vibration, and temperature cycling tests to confirm that the wiper seal and cap closure prevent formula leakage under the conditions expected during consumer use and transport. Standard test protocols reference ASTM D4169 (Performance Testing of Shipping Containers and Systems) and ISTA 2A for transport simulation testing. Pass criteria typically require zero leakage after 72 hours of inversion at the maximum expected storage temperature.
Tubes filled with the target formula are stored under accelerated aging conditions (typically 40 degrees C / 75% relative humidity for 3 months as a proxy for 12 months at ambient conditions, per ISO 11607-1 stability testing guidelines) and then evaluated for formula pH change, viscosity change, color shift, and any evidence of interaction between the formula and the interior lining. Any migration of lining components into the formula is evaluated against applicable cosmetic ingredient safety standards.
Exterior decoration is tested for rub resistance, chemical resistance (to alcohol, sebum simulant, and common cleaning agents), and adhesion. Hot-stamped and screen-printed decoration is evaluated using ASTM D3359 cross-hatch adhesion testing and a minimum 500-cycle rub test to simulate consumer handling over the product's expected use period.
With a wide range of aluminum mascara tube manufacturers and suppliers operating globally, selecting the right partner involves evaluating capability across several dimensions beyond price.
For brands seeking a reliable source for Empty Aluminum Mascara Tubes, evaluating suppliers against the criteria above -- with particular attention to interior lining compliance documentation and wiper specification capability -- provides the most robust framework for selecting a partner that can support both initial product launch and long-term supply continuity.
Yes, provided the interior surface carries an appropriate lacquer lining. Bare aluminum can develop micro-corrosion in contact with high-water-activity, low-pH formulas over time. A BPA-free epoxy or polyester lacquer interior lining rated for water-based cosmetics eliminates this risk and is a standard feature of quality aluminum mascara tubes supplied for professional cosmetic filling.
Aluminum mascara tubes are filled using the same rotary filling equipment used for plastic mascara tubes, provided the tube outer diameter and neck geometry fall within the equipment's tooling range. Standard cosmetic filling lines use piston or gear pump fillers to dose formula into the open tube before wiper insertion. High-viscosity formulas (above approximately 50,000 cP) may require heated filling to maintain flowability during the filling process.
The wand stem length should equal the internal depth of the tube barrel plus the wiper seat depth, minus 2 to 4 mm to ensure the applicator tip reaches the base of the formula reservoir without bottoming out against the closed end. Suppliers will typically provide a recommended wand length calculation based on the tube's confirmed internal dimensions during the tooling approval process.
Aluminum is accepted by most municipal recycling programs in markets with established aluminum collection infrastructure (EU, North America, Japan, Australia). However, the wand, wiper, and cap components are typically made from different materials and may not be separated by the consumer before disposal. For brands committed to end-of-life recyclability, mono-material designs -- where cap and wand components are also aluminum or the same polymer type -- and take-back recycling programs managed by the brand are the most effective approaches to ensuring high material recovery rates.
Premium aluminum mascara tubes for prestige cosmetic brands are typically produced with wall thicknesses of 0.4 mm to 0.5 mm, which provides a good balance between the rigid, high-quality tactile feel consumers associate with luxury packaging and the material efficiency that keeps component weight and cost within acceptable ranges. Thinner walls (0.3 mm) are used for lightweight or travel formats; thicker walls (0.6 mm) are specified when additional rigidity is required for very large diameter tubes or heavy applicator systems.